МЕТОДИЧЕСКИЕ УКАЗАНИЯ И ОБРАЗЦЫ ВЫПОЛНЕНИЯ КОНТРОЛЬНЫХ
![]()
МЕТОДИЧЕСКИЕ УКАЗАНИЯ И ОБРАЗЦЫ ВЫПОЛНЕНИЯ КОНТРОЛЬНЫХ |
|
Контрольная работа выполняется после того, как студентами усвоен соответствующий материал по программе дисциплины «Технологическая подготовка производства». Она выполняется на листах формата А4, которые скрепляются в брошюру. Контрольная работа должна иметь твердый переплет.
Текст контрольной работы следует писать чернилами темного цвета произвольным шрифтом при условии, что текст будет иметь единообразные удобочитаемый вид, либо компьютерный набор шрифтом Times New Roman 14 кегель через 1 интервал. В конце работы следует поместить перечень использованной литературы. В списке использованной литературы название каждого источника должно быть исчерпывающим и подчиняться действующим правилам: с начала указывают фамилию и инициалы автора (авторов), точное название книги без кавычек, место издания, издательство, год выпуска, количество страниц.
Ссылки на литературу в тексте разрешается делать только общепринятым способом – путем указания в прямых скобках порядкового номера источника по перечню, при необходимости нужной страницы, рисунка или таблицы.
Например: [1], [ 2, с.34], [5, рис.6].
Условия заданий переписываются полностью. Сразу же после каждого вопроса приводится ответ на него со всеми необходимыми пояснениями, обоснованиями, решениями, расчетами, рисунками, таблицами, графиками и схемами.
При вычислении различных величин по формулам кроме символов и букв следует обязательно затем поставить выбранные числовые значения параметров, а не приводить сразу конечный результат.
При получении контрольной работы после рецензирования необходимо ознакомиться с замечаниями и исправить или доработать отдельные части в соответствии со всеми без исключения замечаниями преподавателя. При доработке указанные замечания стирать не разрешается. Если работа не зачтена, ее следует доработать и повторно направить на проверку преподавателю.
Без наличия зачтенного контрольного задания студент на экзамен не допускается.
После экзамена контрольная работа студенту не возвращается.
1) Дается описание детали, ее служебное назначение, какие функции она выполняет. Указать форму детали, ее габаритные размеры, основные и вспомогательные конструкторские базы, исполнительные поверхности, их точность (квалитет) и шероховатость. Приводится материал, из которого изготавливается деталь, вид термической или химико-термической обработки.
2) Проводится качественный анализ технологичности детали по следующим вопросам:
жесткость детали;
базирование детали;
подход инструмента к обрабатываемым поверхностям детали;
обработка внутренних поверхностей детали;
наличие закрытых шлицев и закрытых шпоночных пазов;
наличие нетехнологичных отверстий, канавок, резьб.
3)Приводятся технологические рекомендации по устранению выявленных нетехнологических решений.
4) Изобразить
чертеж детали, на котором проставить все обрабатываемые
поверхности детали.
5)Заполнить таблицу, предоставленную в п.5.
6) По результатам заполнения таблицы выявить несоответствие точности и шероховатости поверхностей и предложить технологические мероприятия по их устранению. Пересчитать соответствие точности и шероховатости, тех поверхностей, где было выявлено их несоответствие после проведения предложенных технологических мероприятий.
7)Провести расчет коэффициента точности размеров детали. Сравнить его базовым и сделать соответствующий вывод.
8)Рассчитать коэффициент шероховатости поверхностей детали. Сделать сравнение его с базовым; соответствующий вывод.
9)Провести расчет коэффициентов унификации элементов детали по каждому элементу отдельно (отверстия, фаски, радиусы, резьбы, наружных и цилиндрических поверхностей, конических поверхностей).
10)Провести заключение по каждому коэффициенту (точности, шероховатости, унификации). Дать необходимые технологические рекомендации.
11) Сделать общие выводы по выполненной работе.
12)Представить список используемой литературы.
Исходные данные:
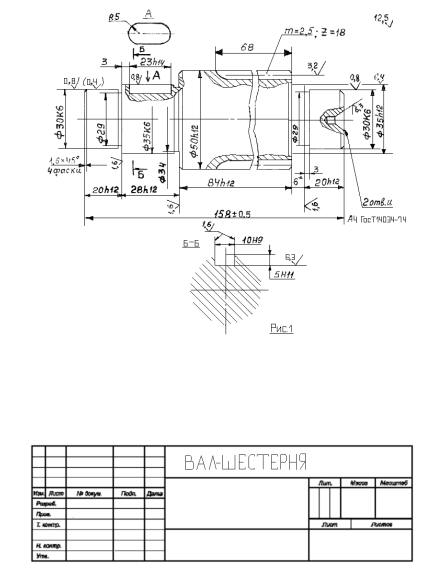
1)Чертеж детали (вал – шестерня).
2)Тип производства – серийное.
Описание детали
Деталь вал – шестерня – промежуточный вал редуктора предназначен для передачи крутящего момента и изменения передаточного отношения от быстроходной ступени к тихоходной.
На валу – шестерни имеется шейка Ø35К6 со шпоночным пазом 10Н9 (l=23мм) куда монтируется зубчатое колесо. На концах вала имеются шейки Ø30К6, на которые монтируются шарикоподшипники.
Материал детали – сталь 20Х ГОСТ 4543-71.
Деталь проходит термообработку: цементация, закалка HRC 56…62.
Качественный анализ технологичности детали
1)Жесткость детали. Деталь жесткая – отношение длины к диаметру l/d=158/50=3,15<5.
2)Базирование детали.
Оно осуществляется на центровые отв. А4 ГОСТ 14034-74.
3)Деталь имеет свободный подход инструмента ко всем поверхностям.
4)Отработка внутри детали отсутствует, за исключением двух центровых отверстий А4.
5)Имеется закрытый шпоночный паз 10Н9 (l=23 мм), который является нетехнологичным.
6)Других отверстий, кроме центровых, нет.
Проставляем на чертеже детали все поверхности, подлежащие отработке

Заполняем таблицу 16
Таблица 16
|
№ повер-хности |
Обозна-чение пове-рхности |
Размер, мм |
Квал-итет |
Шероховато-сть Ra, мкм |
Допуск Т, мкм |
Ряд размера ГОСТ6636 |
Ra≤0,05Т |
Соответствие точности и шероховатости |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
1 |
0 |
Ø 4 |
14 |
6,3 |
300 |
стандрт. |
6,3<15 |
Выполняется |
|
2 |
К |
Ø 9/ Ø 4 |
14 |
6,3 |
300 |
стандрт. |
6,3<15 |
Выполняется |
|
3 |
Т |
Ø 30 К6 |
14 |
12,5 |
1000 |
стандрт. Ra 40 |
12,5<50 |
Выполняется |
|
4 |
Ф |
1,6 |
14 |
12,5 |
250 |
стандрт |
12,5≤12,5 |
Выполняется |
|
5 |
НЦ |
Ø 30 К6 |
6 |
0,8 |
13 |
стандрт. |
0,8≤0,65 |
Не выполняется |
|
6 |
Т |
Ø 35 К6 |
12 |
1,6 |
210 |
не стандарт. |
1,6<10,5 |
Выполняется |
|
7 |
Ф |
1,6 |
14 |
12,5 |
250 |
стандрт.Ra5 |
12,5≤12,5 |
Выполняется |
|
8 |
R |
5 |
14 |
3,2 |
300 |
стандрт.Ra 10 |
1,6<15 |
Выполняется |
|
9 |
П |
10Н9 |
9 |
1,6 |
36 |
стандрт.Ra5 |
1,6<1,8 |
Выполняется |
|
10 |
П |
10Н9 |
9 |
1,6 |
36 |
стандрт.Ra5 |
1,6<1,8 |
Выполняется |
|
11 |
П |
5 |
12 |
6,3 |
130 |
стандрт.Ra 10 |
6,3<6,5 |
Выполняется |
|
12 |
R |
5 |
14 |
3,2 |
300 |
стандрт.Ra 10 |
1,6<15 |
Выполняется |
|
13 |
Ф |
1,6 |
14 |
12,5 |
250 |
стандрт.Ra 10 |
12,5≤12,5 |
Выполняется |
|
14 |
НЦ |
Ø 50 h6 |
12 |
12,5 |
250 |
стандрт. Ra 10 |
12,5≤12,5 |
Выполняется |
|
15 |
О |
1,6 |
14 |
12,5 |
250 |
стандрт.Ra 10 |
12,5≤12,5 |
Выполняется |
|
16 |
НЦ |
Ø 35 h12 |
12 |
12,5 |
250 |
не стандрт. |
12,5≤12,5 |
Выполняется |
|
17 |
Т |
Ø35/Ø30 |
12 |
1,6 |
250 |
не стандарт. |
1,6<12,5 |
Выполняется |
|
18 |
НЦ |
Ø 30К12 |
6 |
0,8 |
13 |
стандрт. Ra 40 |
0,8≤0,65 |
Не выполняется |
|
19 |
Ф |
1,6 |
14 |
12,5 |
250 |
стандрт.Ra5 |
12,5≤12,5 |
Выполняется |
|
20 |
Т |
Ø 30 К6 |
14 |
12,5 |
1000 |
стандрт. Ra 40 |
12,5<50 |
Выполняется |
|
21 |
К |
Ø 9/ Ø 4 |
14 |
6,3 |
300 |
стандрт. Ra5 |
6,3<15 |
Выполняется |
|
22 |
0 |
Ø 4 |
14 |
6,3 |
300 |
стандрт. |
6,3<15 |
Выполняется |
|
23 |
НЦ |
Ø 29 |
14 |
12,5 |
520 |
не стандрт. |
12,5≤26 |
Выполняется |
|
24 |
Т |
Ø50/h12 |
12 |
12,5 |
350 |
стандарт. Ra 10 |
12,5<16,2 |
Выполняется |
|
25 |
Т |
Ø50/h12 |
12 |
1,6 |
350 |
стандарт. Ra 10 |
1,6<16,2 |
Выполняется |
|
26 |
НЦ |
Ø 34 |
14 |
12,5 |
620 |
не стандрт. |
12,5<31 |
Выполняется |
|
27 |
НЦ |
Ø 35 К6 |
6 |
0,8 |
20 |
не стандрт. |
0,8<1 |
Выполняется |
|
28 |
НЦ |
Ø 29 |
14 |
12,5 |
520 |
не стандрт. |
12,5<26 |
Выполняется |
|
29 |
Э |
3,9 |
12 |
3,2 |
120 |
не стандрт. |
3,2<6 |
Выполняется |
В таблице представлены обозначения :
Т – торцевая поверхность
П – плоская поверхность
О – отверстие
Ф – фаска
R – радиусная поверхность
К – коническая поверхность
Э – эвольвентная поверхность
НЦ – наружная цилиндрическая
Технологические мероприятия
Для поверхностей № 5 и № 18 (Ø 30 К6) не выполняется условие Ra≤0,05Т, т.е. несоответствие точности и шероховатости. Меняем шероховатость с Ra 0,8 на Ra 0,4: тогда получим 0,4<0,65.
Расчет коэффициента точности
Кт=
где Кт – коэффициент точности обработки детали;
Кт=
Ктб=0,8
0,92>0,8 – деталь по точности технологична.
Расчет коэффициента шероховатости
Средняя шероховатость плоскостей детали Бср. :
Бср=
Коэффициент по шероховатости
Кш=
Кшб=0,16.
Деталь технологична по шероховатости,
если Кш=0,14 0,14<0,16.
Расчет коэффициентов унификации
Ку=
где
Куо=
полная унификация
Куф=
КуR=
Кук=
Кунц=
Технологические рекомендации
Произведена полная унификация отверстий, конусов, фасок и радиусов и частная унификация наружных цилиндрических поверхностей.
Выводы
В результате технологического анализа детали вал-шестерня было установлено, что деталь имеет в качестве баз при механической обработке 2 центровых отверстий А4 ГОСТ 14034 – 74, деталь достаточно жесткая, имеет свободный подход инструментов, нетехнологичен закрытый шпоночный паз 10Н9.
Расчет коэффициента точности Кт и коэффициента шероховатости Кш показал, что данная деталь технологична по точности и шероховатости.
Унификация элементов детали проведены достаточно полно.
Балабанов, А.Н. Технологичность конструкций машин / А.Н.Балабанов. – М.: Машиностроение, 1987. - 286с.
Балакшин,Б.С. Теория и практика технологии машиностроения: в-2-х кн./ Б.С.Балакшин. М.: Машиностроение, 1982. Кн. 1. - 283с.; Кн. 2. - 268с.
Горбацевич, А.Ф. Курсовое проектирование по технологии машиностроения./ А.Ф. Горбацевич, В.А. Шкред. – М. Машиностроение, 1983. - 276с.
Добрыднев, И.С. Курсовое проектирование по предмету «Технология машиностроения»/ И.С.Добрыднев. – М.: Машиностроения, 1985. - 244с.
Справочник технолога-машиностроителя: в 2-х т.1/под. ред. А.Г. Косиловой, Р.К. Мещерякова.- 4-е изд. перераб. и доп. – М.: Машиностроение, 1986. - 656с.
![]()