ОПИСАНИЕ ПРАКТИЧЕСКИХ ЗНАНИЙ
![]()
ОПИСАНИЕ ПРАКТИЧЕСКИХ ЗНАНИЙ |
|
Цель работы
Обоснование выбора оптимального варианта конструкции.
Исходные данные: чертежи деталей (минимально 2 детали).
Порядок выполнения работы
Составляется эскиз детали, на котором все поверхности обозначаются порядковыми номерами. Повторяющиеся поверхности (имеющие одинаковый номинал и точность) обозначается одним порядковым номером. В табл. 2 в столбец 1 вписываются номера всех поверхностей.
Заполнение табл. 2
1) Рассчитывается площадь каждой элементарной поверхности S, дм2 (см. табл. 1), которая проставляется в столбцах 2-6 табл. 2 в соответствии с указанной на рассматриваемой поверхность шероховатостью Ra. При подсчете площадей учитываются все конструктивные особенности поверхности (наличие отверстий, лысок и тому подобное уменьшает площадь поверхности).
Таблица 1
Формулы для расчета площади S элементарной поверхности
|
Наименование элементарной поверхности |
Формула для расчета площади |
Принятое обозначение |
|
Цилиндр |
2 π R h |
l – длина поверхности h – высота поверхности b – ширина поверхности R – больший радиус r – меньший радиус Rc – радиус сферы α – внутренний (центральный) угол |
|
Конус |
π
R
|
|
|
Усеченный конус |
π l (R+r) |
|
|
Сегмент круга |
|
|
|
Сектор круга |
|
|
|
Сфера |
4 π R2 |
|
|
Сегмент сферы |
2 π Rc h |
|
|
Слой сферы |
2 π
R1 h; |
|
|
Кольцо |
π (R2 - r2) |
|
|
Часть кольца |
π α (R2 - r2)/360 |
|
|
Шпоночный паз |
l b +2 lh+ π (b/2)2 |
2) В строке ИТОГО табл. 2 подсчитывается общая площадь детали S, дм2, для чего складываются все площади поверхности в столбцах 2-6.
3) В столбах 8-11 табл. 2 проставляется количество N поверхности указанного номера в соответствии с квалитетом рассматриваемой поверхности. Принять при этом, что
(степень точности резьбы + 1)=квалитет.
4) Из табл. 3 определяется нормативная технологичное время τМнорм обработки одного дм2 площади при заданной шероховатости Rа, мкм. Далее в столбец 7 табл. 2 записывается величина технологического времени обработки поверхности:
τМ=S τМнорм, мин.
Величина ∑ τМ является технологическим временем обработки всей детали и записывается в строке ИТОГО этого же столбца.
5) По табл. 3 определяется нормативное время tпернорм выполнения перехода, приходящееся на одну поверхность в зависимости от квалитета. Нормативное время выполнения перехода для всех поверхностей указанного номера определяется с учетом количества поверхности N:
tпер=N tпернорм, нормо-мин.
Величина tпер записывается в столбец 12 табл. 2.
6) Сумма технологического времени обработки поверхности и нормативного времени выполнения перехода для всех поверхностей указанного номера:
tоп= τМ+tпер, мин
записывается в столбец 13 табл. 2. Величина ∑ tоп дает величину оперативного времени обработки детали и записывается в строке ИТОГО этого же столбца.
Расчет показателя технологичности детали
1) Определяется Ку – количество установов детали, необходимое для полной обработки детали. Для этого составляются эскизы на каждый установ. Количество установов для обработки одной поверхности можно найти для каждой поверхности по табл. 4, а затем определить, можно ли все точные поверхности обработать с одного установа.
2) Определяется суммарное время на установку-снятие детали, необходимое для выполнения полной обработки детали. Время tус на одну установку-снятие, детали указано в табл. 3. Суммарное время на установку-снятие детали:
∑ tус= tус Ку , мин.
3) Определяется полное время механической обработки детали:
Т= ∑ tоп + ∑ tус, мин.
4) Определяется время получения заготовки по формуле
tз=q τз,
где q – масса заготовки (принять 30% больше массы детали при выполнении данной работы);
τз – время получения единицы массы заготовки для углеродистой поковки можно принять τз =30 нормо-ч/т или τз =1,8 нормо-мин/кг.
5) Величина показателя технологичности:
τз =![]() ,
мин,
,
мин,
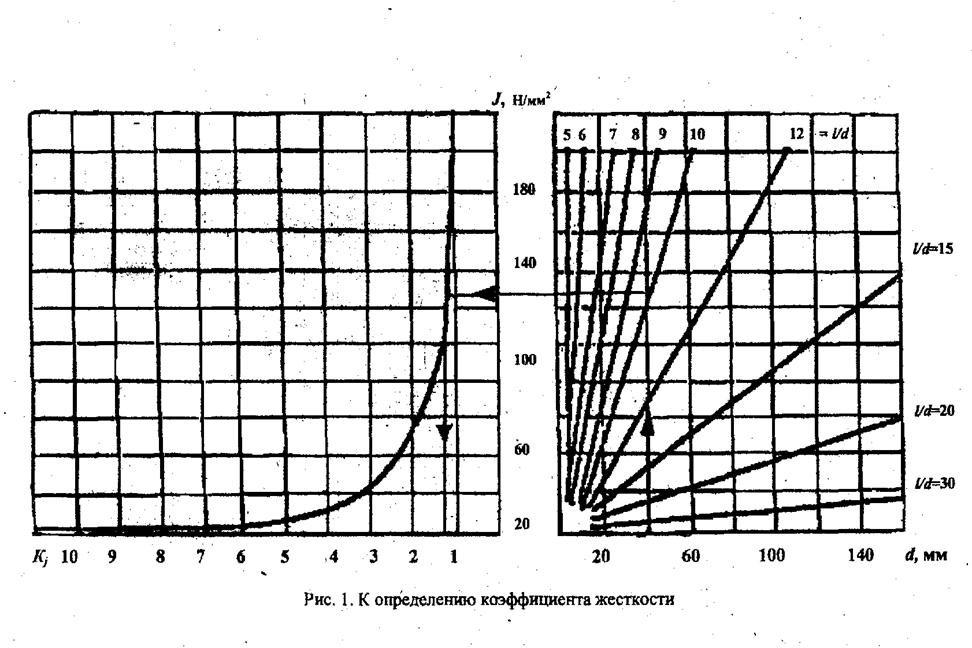
где ![]() -
коэффициент жесткости детали зависит от соотношения
l/d,
где l
– наибольшая длина детали,
d
– наибольший диаметр (ширина) детали, определяется по чертежу детали;
-
коэффициент жесткости детали зависит от соотношения
l/d,
где l
– наибольшая длина детали,
d
– наибольший диаметр (ширина) детали, определяется по чертежу детали;
![]() -
коэффициент обрабатываемости зависит от марки стали, определяется по табл. 5.
-
коэффициент обрабатываемости зависит от марки стали, определяется по табл. 5.
6) Рассчитанные для каждой детали показатели технологичности τдет сравниваются между собой и меньшее значение определяет наиболее технологическую конструкцию.
Таблица 2
Данные для расчета показателя технологичности конструкции детали
|
Номер по-верхности детали |
Площадь поверхности S, дм2, при шероховатости Ra, мкм |
τМ, мин |
Количество поверхностей N при квалитете |
tпер |
tоп |
||||||||
|
до 12,5 |
до 3,2 |
до 0,8 |
до 0,4 |
до 0,10 |
до 8 |
8 |
7 |
6 |
нормо-мин |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
… |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
n |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ИТОГО |
S = |
∑ τМ = |
- |
- |
- |
- |
- |
∑ tоп = |
|||||
Таблица 3
Величины времени для определения трудоемкости обрабатываемой детали
|
Вид по-верхности детали |
Время, нормо-мин |
|||||||||||
|
технологическое (обработка 1 дм2), τМнорм, при шероховатости Ra, мкм |
выполнения перехода (на одну поверхности) tпер при квалитете |
установки - tус |
подготовительно-заключитльное tпз |
обслуживание рабочего места tобс |
||||||||
|
до 12,5 |
до 3,2 |
до 0,8 |
до 0,4 |
до 0,10 |
до 8 |
8 |
7 |
6 |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
Вращения плоские |
0,6 |
0,9 |
1,2 |
1,3 |
1,5 |
1,5 |
3,0 |
4,5 |
6,0 |
5 мин вручную (до 20 кг),
15 мин краном (свыше 20 кг) |
0,27 ∑ tоп |
0,08∑ tоп |
|
Фасонные |
1,0 |
1,5 |
2,5 |
3,0 |
- |
2,0 |
4,0 |
- |
- |
|||
|
Отверстия (до 60 мм) |
1,0 |
2,0 |
3,0 |
- |
- |
1,0 |
2,5 |
- |
- |
|||
|
Резьбовые |
0,8 |
- |
- |
- |
- |
2,5 |
- |
- |
- |
|||
|
Фаски, канавки, галтели |
0,6 |
- |
- |
- |
- |
1,0 |
- |
- |
- |
|||
 Таблица
4
Таблица
4
Соответствие шероховатости Ra, мкм, квалитета и количества установов
|
Ra, мкм |
12,5 |
6,3 |
3,2 |
1,6 |
0,8 |
0,4 |
|
квалитет |
12…13 |
11 |
9…10 |
7…8 |
6 |
5 |
|
количество установов Ку |
1 |
2 |
3 |
4 |
5 |
6 |
|
этап |
черновой |
получистовой |
чистовой |
повышенной точности |
высокой точности |
особо высокой точности |
Таблица 5
Коэффициенты Кобр обрабатываемость различных материалов
|
Марка материала |
Состояние материала |
Механические свойства |
Коэффициент Кобр обрабатываемости |
||
|
НВ |
σВ, МПа |
Быстро режущая сталь |
Твердый сплав |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Ст. 0 |
Горячекатаный |
103…107 |
32 |
1,75 |
2,1 |
|
Ст. 2 |
Горячекатаный |
137 |
320-420 |
1,7 |
1,5 |
|
Ст. 3 |
Горячекатаный |
124 |
380-470 |
1,65 |
1,7 |
|
Ст. 5 |
Горячекатаный |
156…159 |
500-620 |
1,2 |
1,15 |
|
Ст. 08 |
Горячекатаный |
≤131 |
324 |
1,6 |
2,1 |
|
Ст. 10КП |
Горячекатаный |
≤107 |
334 |
1,6 |
2,1 |
|
15 |
Горячекатаный |
≤143 |
- |
1,6 |
1,5 |
|
20 |
Горячекатаный |
≤130 |
- |
1,6 |
2,0 |
|
30 |
Горячекатаный |
≤187 |
- |
1,1 |
1,2 |
|
35 |
Горячекатаный |
≤187 |
- |
1,0 |
1,0 |
|
40 |
Горячекатаный |
≤166 |
- |
1,0 |
1,4 |
|
45 |
Горячекатаный |
170…179 |
650 |
1,0 |
1,4 |
|
50 |
Горячекатаный |
179…229 |
650 |
0,7 |
1,0 |
|
60 |
Нормализованный |
≤241 |
690 |
0,6 |
0,7 |
|
70 |
Нормализованный |
≤241 |
730 |
0,6 |
0,7 |
|
20Х |
Горячекатаный |
131 |
470 |
1,3 |
1,7 |
|
35Х |
Горячекатаный |
163 |
620 |
0,95 |
1,2 |
|
40Х,45Х |
Нормализованный |
≤207 |
- |
0,7 |
0,8 |
|
50Х |
Нормализованный |
≤217 |
- |
0,65 |
0,8 |
|
А12 |
Горячекатаный |
167…217 |
- |
- |
1,6 |
|
20Л |
Литье |
≤126 |
420 |
1,3 |
0,5 |
|
30Л |
Литье |
≤187 |
480 |
0,8 |
0,5 |
|
35Л |
Литье |
<217 |
500 |
0,75 |
0,8 |
|
45Л |
Литье |
<201 |
550 |
0,6 |
0,8 |
|
55Л |
Литье |
<207 |
600 |
0,5 |
0,7 |
|
ГЛ3 |
Литье |
<229 |
- |
- |
0,2 |
|
90ХФ |
Нормализованный |
129…197 |
- |
0,95 |
1,0 |
|
ШХ15 |
Отжиг |
<207 |
750 |
0,5 |
0,9 |
|
20Г |
Нормализованный |
143…187 |
- |
0,9 |
1,0 |
|
30Г |
Нормализованный |
149…197 |
- |
0,8 |
0,8 |
|
40Г |
Нормализованный |
174…207 |
- |
0,7 |
0,8 |
|
50Г |
Закалка, отпуск |
<229 |
- |
0,55 |
0,8 |
|
65Г |
Закалка, отпуск |
>240 |
- |
0,5 |
0,6 |
|
45Г2 |
Нормализованный |
229 |
700 |
0,55 |
0,8 |
|
18ХГТ |
Нормализованный |
156…159 |
540 |
0,9 |
1,0 |
|
30ХГТ |
Нормализованный |
163…207 |
- |
0,6 |
0,75 |
|
30ХМ |
Закалка, отпуск |
229…269 |
950 |
0,5 |
0,7 |
|
35ХМ |
Закалка, отпуск |
245 |
810 |
0,5 |
0,8 |
|
40ХФА |
Закалка, отпуск |
<241 |
- |
0,6 |
0,7 |
|
40ХН |
Закалка, отпуск |
<255 |
- |
0,8 |
1,0 |
|
12ХН3А |
Горячекатаный |
207 |
- |
0,7 |
0,8 |
|
12ХН4А |
Горячекатаный |
207 |
- |
0,7 |
0,8 |
|
30ХГСА |
Закалка, отпуск |
<229 |
720 |
0,5 |
0,7 |
|
35ХГСА |
Закалка, отпуск |
<229 |
720 |
0,5 |
0,7 |
|
35ХГСА |
Закалка, отпуск |
<229 |
720 |
0,5 |
0,7 |
|
38ХГН |
Закалка, отпуск |
187…236 |
650 |
0,9 |
1,0 |
|
38ХЮА |
Закалка, отпуск |
240…270 |
800 |
0,5 |
0,7 |
|
12Х12(1Х13) |
Закалка, отпуск |
241 |
- |
0,9 |
0,9 |
|
20Х13(2Х13) |
Закалка, отпуск |
229…268 |
500 |
0,6 |
0,8 |
|
40Х13(2Х13) |
Отжиг |
- |
560 |
- |
0,7 |
|
14Х17Н2 |
Закалка |
330 |
- |
0,3 |
0,4 |
|
14Х18Н10Т (Х18Н10Т) |
Закалка |
179 |
>6550 |
0,3 |
0,5 |
|
Х15Н910 |
Отжиг |
- |
<110 |
0,4 |
0,45 |
|
12Х21Н5Т |
Закалка |
- |
>700 |
0,4 |
0,45 |
|
ХН77Т10 |
Закалка, старение |
<321 |
750 |
0,1 |
0,2 |
|
ХН67ВМТ10 |
Закалка, старение |
217 |
- |
0,1 |
0,1 |
|
ВТ5,ВТ5-1 |
Отжиг |
- |
700…950 |
0,4 |
0,8 |
|
ВТ1, ВТ1-1, ВТ1-2 |
Отжиг |
- |
<1200 |
0,45 |
0,45 |
|
ВТ6, ВТ6С |
Отжиг |
- |
<1000 |
0,45 |
0,45 |
|
ВТ14, ВТ15 |
Отжиг |
- |
<1000 |
0,4 |
0,55 |
|
АЛ2, АЛ4 |
Состояние поставки |
- |
150…400 |
- |
10…12 |
|
М1, М2, М3 |
Состояние поставки |
- |
290…300 |
- |
4…6 |
Вопросы для самостоятельной подготовки к лабораторной работе
Технологичность конструкции изделий (ТКИ).
Отработка конструкции изделия на технологичность.
Основная задача обеспечения ТКИ.
Главные факторы, определяющие требования к ТКИ.
Количественная оценка ТКИ.
Показатели технологичности детали.
|
|
Основная
Мосталыгин, Г.П. Технология машиностроения / Г.П. Мосталыгин, Н.Н. Толмачевский. - М.: Машиностроение, 1990. - 288с.
Технологичность конструкций изделий / Т.К. Алферов [и др.]; под. ред. Ю.Д. Амирова.- М.: Машиностроение, 1990. - 368с.
Маталин, А.А. Технология машиностроения / А.А. Маталин. - Л.: Машиностроение, 1985. - 496с.
Дополнительная
Данилевский, В.В. Технология машиностроения / В.В. Данилевский. – М.: Высш. шк., 1984. - 419с.
Кононенко, В.Г. Оценка технологичности и унификации машин / В.Г. Кононенко, С.Г. Кушнаренко, М.А. Прялин. - М.: Машиностроение, 1986. -160с.
![]()